  As oilfield engineering enjoys a resurgence of interest and investment, companies continue to look to advancements in technology to both reduce costs, and improve the safety of offshore drilling operations. In particular, active heave compensation systems use advanced hydraulic cylinders and accumulators to achieve a system that reduces the relative motion of the drill pipe and the seabed, improving both efficiency and safety.
In the area of active heave compensation systems, CPI’s unique subsea position sensor is seeing deployment into these applications due to its unique versatility and durability. Specifically, manufacturers and system integrators specifying hydraulic cylinders and accumulators for active heave compensation, are finding that our ATEX and IEC-EX certified sensors are perfect for both subsea, and surface use, both inside and external to the hydraulics. Position Sensing in Heave Compensation Hydraulics is Absolutely Critical. Oilfield Applications which use the CPI advanced draw wire sensor include many different types of heave compensation systems. For most of these, the CPI SL-2000 Safety Rated Linear Position Sensor, is both a versatile, and a durable solution.
The CPI SL-2000, A study in Durability and Ingenuity Our solution to harsh duty hydraulic cylinder position detection is unique in the world, and is often the only practical solution to harsh environments, and long stroke cylinder applications. Here are a few of the characteristics of our robust sensor design.
Call CPI Today to discuss your Oilfield Hydraulics Position Sensing Needs Original content posted on https://www.cpi-nj.com/blog/heave-compensation-systems-for-offshore-drilling/ 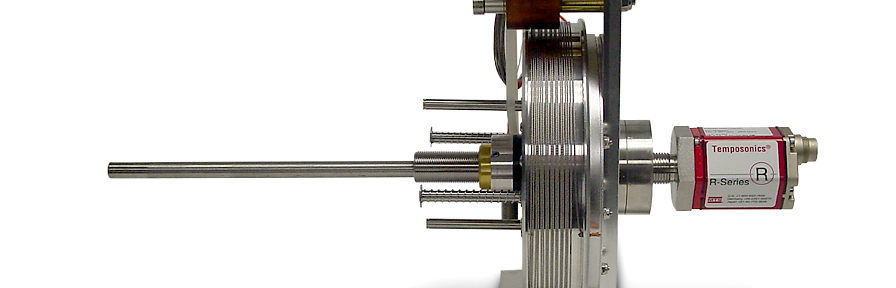 For well over a decade, CPI has been manufacturing a unique Hydraulic Cylinder Linear Position sensor, meant for the harshest environments, and longest stroke applications on the planet. We’ve learned a lot over that decade. We’ve not only improved the accuracy and durability of our sensor and made it ATEX and IECEX rated, but we’ve also driven costs down significantly.
That makes us think that folks we talked to in years past who ultimately tried other solutions, may want to take another look now. We’ve come a long way and this is not your mother’s linear position sensor. Improvements in Linear Position Sensing for Harsh Duty Applications. In case you are one of the few people in the country who do not read our blog regularly, there are a number of things about our hydraulic position sensor technology you need to be aware of. First of all, our system combines a patented mechanical draw wire design with a unique linear-rotary-linear translation mechanism coupled with (if you opt for it) a magnetostrictive transducer. What that means is you not only can’t kill our sensor, but the overall solution is now fully ATEX, SIL, and IECEX rated, making it suitable for any hazardous environment, especially drill platform applications. Here’s a few other characteristics of our latest version of the sensor, the SL-2000.
The Best Part In addition to technological advances in our sensor design which make it both more robust, and safety rated there is a further advantage to over a decade of improvements and field testing: the cost of producing our most advanced sensors has come down dramatically. So if you’re one of those hydraulic cylinder manufacturers who’s been limping along with a substandard solution to your most challenging deployments, why don’t you give us a call and get reacquainted with CPI? Original content posted on https://www.cpi-nj.com/blog/have-you-looked-at-cpi-linear-position-sensors-lately/ 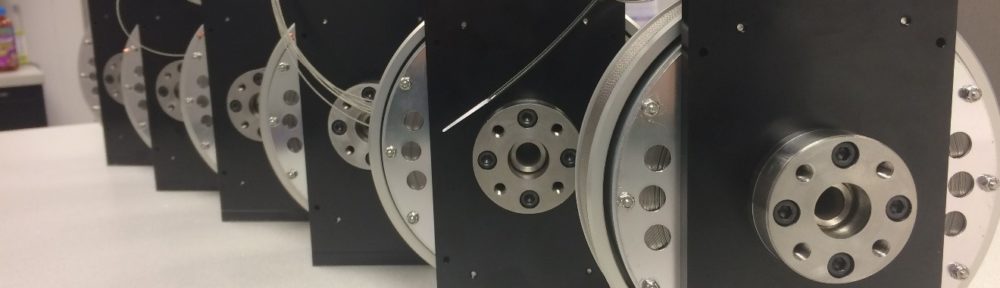 Two important considerations when looking at the integration of any hydraulic linear position sensor are the underlying technology and the packaging of the transducer. These principles effect size, life, maintainability, and above all, durability.
The underlying technology used influences the linearity, repeatability, resolution, temperature immunity, maximum stroke length, emi immunity, and ability to achieve safety certifications. Things like signal conditioning are also affected and the need for sensitive, complicated electronics local to the sensor must be considered a drawback in most cases. With respect to packaging, a transducer’s internal and external construction should be rugged enough to stand up to physical abuse. Internal mounting maximally protects sensor components but then co-existence with the cylinder operation must be considered. Certain locations or attitudes subject the transducer to severe vibration that can cause catastrophic failure. Vibration and orientation of the cylinder are important as long rod-type magnetostrictive sensors for instance have a significant failure rate when deployed horizontally or subject to vibration. Enter CPI draw wire sensors in 2017 and you have a reinvented sensor tech that addresses most if not all of these concerns in the harsh duty world of offshore or underwater hydraulic operations for oil & Gas. Often referred to as “In-cylinder extensometry” CPI was the first to deploy a non-contacting, internally mountable draw wire using a linear-to-rotary-to-linear (LRL) mechanism to translate the long stroke of a hydraulic cylinder to the relatively small motion of a short-acting sensor, such as an LVDT or a very short magnetostrictive sensor. The LRL mechanism is a micrometer-like assembly, which forms the axis of a recoil spool mechanism. The spool uses a polymer-coated, stainless-steel cable to form a reliable, repeatable coupling between the piston and the sensor. Anchoring the connector to the piston causes the cable to wind or unwind from the spool as the piston rod retracts or extends, respectively. The big advantage to this technology is ease of installation – no core drilling of the piston rod is required. The assembly also offers extreme immunity to shock, vibration, and environmental factors, regardless of stroke length and no sensitivity to EMI as electronics may be removed from the sensor area. The CPI SL2000 sensor provides absolute output, and, unlike other sensor technologies it is both non-contacting, and pressure tolerant. The CPI sensor is designed to be mounted inside the cylinder housing with access provided through the protrusion of a short stroke magnetostrictive sensor. Developed initially for mobile equipment applications, our in-cylinder extensometers fill a void in the deployment of advanced hydraulic control feedback for a wide range of machinery, including offshore drilling equipment, underwater hydraulics, mining excavators, and other large scale agricultural and marine equipment. It is also one of the few sensor technologies suitable for telescoping cylinder applications. Original content posted on https://www.cpi-nj.com/blog/when-old-technology-becomes-new-again-part-ii/   The environment in which the search for oil is conducted beneath the surface of the seas is ever changing and often treacherous. It changes constantly due to the ebb and flow of the surface of the water and operation during inclement weather can be particularly treacherous. In deep water drilling, floating drill vessels are used, which are moored over the site of the well with large amounts of drilling tubular goods suspended from the anchored drilling barge, which is in constant motion. This barge is often more than a thousand feet from the ocean floor where drilling is occurring. Uncompensated stresses which compromise connections to various loads or the wellhead itself, can result in millions of dollars of additional repair expenses, long periods of downtime, and environmental disaster.
In these ocean drilling platforms, motion compensation systems (aka “heave compensation) are used to nullify the effects of ocean waves on the fixed and rotating drill string and bit, wellhead risers, or in other cases, crane head tension. Systems generally fall into two categories of either active or passive heave compensation systems with active being the more modern and sophisticated of the two. Some systems use a hybrid approach, relying on active to kick in for only the most rugged conditions. Each system typically relies on the operation of one or more hydraulic cylinders or accumulators which act as “springs” to keep the load at a constant level or tension. As a way of understanding the incredible responsibility of these systems, a good heave compensation system can keep a crane load steady to within a few centimeters, in heaving seas with 10-12 meter wave heights! The Role of Linear Position Sensors in Heave Compensation Hydraulics. In active heave compensation systems, hydraulic cylinders or accumulators are manipulated by control systems which drive or drain fluid from the cylinders in response to movement detected by an MRU (Motion Reference Unit). While there are a myriad of variations on heave compensation or riser/tensioner systems, most active systems will require closed loop feedback on the position of the shaft in a hydraulic piston or accumulator over what is typically a very long stroke length.. This is an essential data point for the control system that insures both safety, and the accuracy of the overall compensation. CPI’s New Solution To An Old Problem – The SL 2000 Hydraulic Linear Position Sensor CPI’s newest sensor, the SL2000, achieves a number of things that are critical to hydraulic cylinder manufacturers attempting to deploy on the drilling platform or under water at the wellhead or surface/sea edge. ATEX & IECEx certifications – With these certifications, the SL2000 demonstrates all necessary intrinsic safety qualifications for sanctioned deployments in hazardous or combustible areas. These certifications cover regulatory requirements in both the United States and Europe. Subsea Rated, Internal Mount Capable – The new design of the SL2000 uses a short rod magnetostrictive sensor to accurately report the position of our advanced drawwire sensor. The entire sensor can be completely submerged within hydraulic fluid inside the cylinder itself and supports standardized SEACON connectors with almost any desired voltage and current signaling. Our sensor has been qualified to 1 million cycles of operation at a pressure of 5000 ft in highly oxygenated seawater. Long Stroke Lengths – Unlike other mechanically based or long rod systems, our sensor operates standard for a stroke of 10 meters. Our sensor is one of the few successfully deployed on telescoping cylinders. Even longer custom stroke lengths are available through our customization program. Cost Effective – Advances in technology and design have made the SL2000 one of the most cost effective solutions for hydraulic cylinder position sensing in harsh duty environments. The bottom line is this: If you haven’t looked looked at CPI linear position sensors for oilfield, or subsea mining hydraulics lately, then you haven’t really looked at CPI linear position sensors at all. Call us today to discuss your application or visit us at https://www.cpi-nj.com Original content posted on https://www.cpi-nj.com/blog/motion-compensation-system-hydraulics-can-get-a-whole-lot-smarter/ 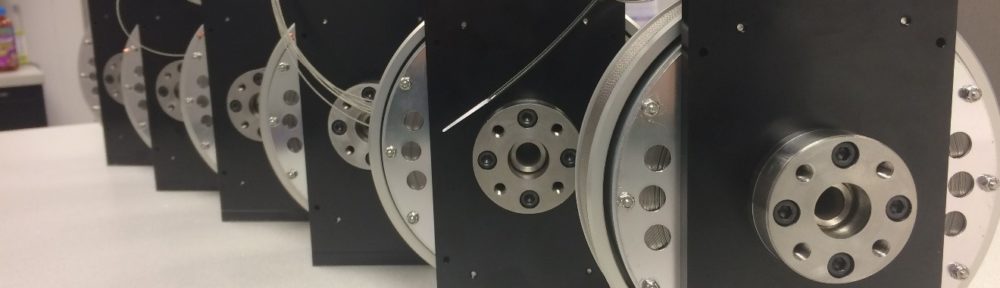 Interestingly when one looks back at the history of hydraulic position sensing technology some of the earliest ideas from as far back as the 1950’s revolved around both potentiometer based implementations and draw wire systems. Potentiometer based systems with their friction based wiper technology and inherent operational limitations were mostly relegated to the lab as straightforward easy to implement if non-robust solutions to measuring linear displacement.
Early draw wire sensors or “String Pots” as they were called suffered a similar fate. Also a straightforward method of mechanically determining linear displacement, it was perhaps too simple a solution to be considered elegant, or mechanically robust. Early versions after all, did use actual strings and crude spooling encoders to measure the length of the displacement. Eventually rod-type sensors were developed taking advantage of the physics of magnetostriction. By inserting a waveguide inside of a cylinder, small differences in magnetic field reflections could be detected as the piston traveled up and down. The rod (or waveguide) was carefully inserted through a center bore in the piston, running the entire stroke length. A long stroke cylinder therefore required a long rod. With longer rods came the problem of making a longer, perfectly straight center bore in the piston and making sure they fit perfectly in center of the cylinder. Despite these challenges, magnetostrictive technology is scientifically elegant, simple to manufacture, and can be highly accurate under the right conditions. So called “Magnetostrictive Sensors” became the most well used linear position sensing technology by hydraulic cylinder manufacturers. Draw Wire Sensors – The Sequel Other hydraulic linear position sensor technologies have entered the market over the years achieving some success for niche applications where their cost to performance ratio is acceptable. Microwave sensors, variable induction sensors, linear encoders, LVDT based sensors, MVDT Sensors and even new and improved versions of potentiometric sensors. Draw wire sensors, like the other technologies has seen a major reinvention as well. Satisfying a niche for extreme high endurance, draw wire sensors were reimagined by CPI in a way that retains the conceptual simplicity of the solution, but adds the technology and elegance that makes it a 21st century solution to any advanced hydraulic position sensing needs. In Part 2 of this blog we’ll talk about the key considerations in choosing a sensor and define the places where draw wire technology excels. Stay tuned. Original content posted on https://www.cpi-nj.com/blog/draw-wire-reinvented-part-1  Mining and earth-moving operations around the globe have inspired some of the largest, most powerful machines ever designed and built by man. These machines involve millions of parts and sub-assemblies and can weigh on the order of close to 500,000 tons. They are designed to be mobile too, and they are built to withstand the harshest, outdoor environments on the planet, while under almost constant use.
And the hydraulic systems these machines use…wow. They’re really, really big. One of the most innovative machines used in mining may be used for a technique known as Highwall Mining. In the old days, once surface mining had taken the majority of useful minerals from just below the surface, the law of diminishing returns dictated that as the machines moved farther and farther away from the core deposit where the density of target minerals became less, the economics of continuing full strip mining, or open pit mining become less and less attractive. Yet these area’s still contained millions of tons of useful raw material (typically coal). To drill directly into the “high walls” left by surface mining in an economic way, requires specialized equipment. Highwall mining is actually a hybrid of surface and underground mining technologies. It is a people-free, low footprint mining process which uses high power hydraulic cylinders as part of a Pushbeam Transfer System. In this system, high power hydraulic cylinders advance the cutterhead into the coal seam on the highwall. Every 6 meters, a new conveyor belt segment is inserted between the Pushbeam and the cutterhead, allowing it to advance another 6 meters before the next segment is inserted, etc… Use of this system constitutes a great improvement on traditional high wall mining techniques like auger mining because the pushbeam system can penetrate nearly 1600 feet into the coal seam, with much higher recovery. For a fascinating explanation of this marvel of mining engineering, see this video. Big Mining Hydraulics Need A Tough Linear Position Sensor Our end client is the the Addcar Company of Kentucky USA who designed and manufactures the Addcar Highwall mining system. The specifications of the hydraulic cylinders used on this intricate machine, are impressive to say the least. STROKE LENGTH: 19.8 feet (5.8 meters) WORKING PRESSURE: 200 bar (~3000 psi) HYDRAULIC POWER: 400 hp. To really understand the awesome power of these hydraulics, consider this: the hydraulic pushbeam system must be able to push the cutterhead up to 1600 feet into a solid wall of rock. It has to push the weight of hundreds of 6 meter conveyer segments as well as applying force to drive the cutterhead at the end of this chain, into the wall. Then it has to retract them all when the vein is fully dug. CPI Draw Wire Linear Position Sensor Solution The Hydraulics used in this system were retrofitted to accommodate our SL2000 linear position sensor, by designing a modified end-cap per CPI instructions for in-cylinder mounting. This extended end cap allowed the CPI sensor to fit in the cylinder with the head of the short rod transducer providing easy connectivity to standard electronic interfaces. The CPI SL2000 is a hybrid sensor, part high-tech draw wire, part magnetostrictive transducer. For our draw wire sensor, a stroke of 6 meters is no problem at all. Our SL2000 provides critical position feedback into this application, improving the overall reliability and operational control of the system. No other hydraulic cylinder linear position sensor in the world can reliably handle such long stroke lengths while maintaining such high reliability. Add to that our IEC-EX and ATEX intrinsic safety ratings, and the complete waterproof, pressure tolerant nature of our sensor assembly, and you have the perfect solution for position sensing in long stroke, high power hydraulics. CPI Hydraulic Linear Position Sensors Are Built To Last. Into the toughest applications in the world, go all our switches and sensors. It’s what we do. For more information, please contact the CPI engineering team directly through the website. Original content posted on https://www.cpi-nj.com/blog/position-sensing-hydraulics-in-highwall-mining-equipment/ 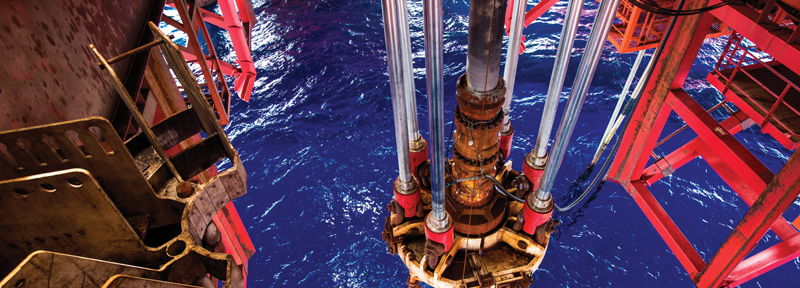 Last year we discussed CPI sensor solutions for Oilfield hydraulic accumulators and cylinders, but in the fast-paced world of oilfield engineering, that was a long time ago.
For instance in 2016, CPI didn’t have a fully subsea capable (qualified to 5000ft), intrinsic safety rated (ATEX, IEC-EX) linear position sensor for hydraulic cylinders and accumulators. But now we do. Meet the CPI SL2000 The CPI SL2000 was specifically designed to meet the needs of heavy duty hydraulic system manufacturers, who seek robust, accurate, and reliable solutions to position or charge sensing in long stroke cylinders or accumulators. With a high-tech mechanical assembly and space-age material science, the CPI sensor surpasses the durability of all other sensor measurement technologies as well as other draw wire sensor technologies. For harsh duty internal or external cylinder applications, CPI’s technology may be the most hardened, reliable solution in the world. Marine Riser And Tensioner System Hydraulics Tensioner systems come in many designs but typically employ multiple hydraulic cylinders for stabilizers or the riser will buckle when the rig moves downward, and stretch when the rig rises. If you gather around the moon pool of any offshore rig or vessel during a storm you’ll see a riser/tensioner system hard at work. These systems use a bank of hydraulic accumulators to drive piston displacements in reaction to the heaving of a heavy sea. It is crucial that the tensioner can manage differential movements between the riser and the rig in real time to prevent shearing or undue stress on the wellhead. These huge and powerful accumulators are constructed using a gas and hydraulic fluid and can drive displacements from 10 to 15 meters. Using the SL 2000 in Oil Platform Hydraulics Because the core measurement technology of the sensor is mechanical draw wire, there are far less things to go wrong with a CPI sensor in a harsh environment. Furthermore the core sensing mechanics are incompressible allowing the sensor to operate inside the hydraulic cylinder, submersed in hydraulic fluid at full pressure. This kind of mounting flexibility makes for a clean integration into most cylinders and small external form factor for applications where a short magnetostrictive sensor is used as the transducer. A few other notes about our linear position sensor technology.
Riser Disconnect Sensing and Control CPI Sensors on the oil platform are also used provide critical feedback during a riser disconnect scenario. In this event, the riser must be disconnected before the rig is critically out of position with respect to the well head. Typically a tensioner ring employs six hydraulic accumulators with six valves controlled by the computer through signals from the valves and the CPI linear position sensor which is acting as the piston rod measuring system providing absolute (not relative) position measurement signals. Some systems are implemented with the cylinders mounted directly to the tensioner ring. In these systems, a riser disconnect detected by the CPI linear position sensor will cause the valve to limit the oil-flow and the riser will not gain momentum. The controlling system adjusts the position of the valves and the riser is brought up in a controlled way using input from CPI linear position sensors like the SL2000. Contact CPI for Questions About ATEX Rated, Subsea Capable, Harsh Duty Hydraulic Cylinder Position Sensors Our engineering team builds, installs, and qualifies these sensors uniquely into each application. Many options are available in the design of your sensor that can make it more robust, longer stroke, or even custom external mounting options for existing In-the-field cylinder applications. Please call our engineering team today to discuss your hydraulic accumulator based application or see all our harsh duty linear position sensors. Original content posted on https://www.cpi-nj.com/blog/marine-riser-and-tensioner-system-hydraulics-revisited/ CPI Internal Draw Wire Position Sensors Replace External Sensors in Oilfield Mast Raiser System.5/12/2017
 If you’ve spent more than 5 seconds perusing the CPI Website, then you know that toughness and durability are the primary attributes of everything we make. Nowhere is this more apparent than in our newest SL2000MS, our hybrid design, long stroke linear position sensor for hydraulic cylinders and accumulators.
Our best clients for this technology are companies making long stroke hydraulics destined for some of the toughest environments in the world, and some of the toughest can be found in the world of Oil and Gas exploration both onshore and offshore. In these deployments 10 meter stroke lengths are common, often on telescoping or multistage hydraulic cylinders where achieving accurate position sensing is both extremely tough, and critically necessary. CPI SL2000 Deployed into Oil Rig Mast Raiser System Hydraulic cylinders deployed into oilfield mast raiser systems are going to be asked to endure some of the most challenging environments that hydraulic equipment will ever see on planet Earth. Temperature extremes, contamination, corrosive airbourne elements, and a demanding requirement that the actuator does not fail easily in service conspire to eliminate most position sensor technologies from consideration. Indeed, the cost of any downtime on an active rig is staggering, costing by some estimates, up to 1 million dollars a day. Recently CPI partnered with a major Hydraulic Cylinder Manufacturer to provide 6 of its SL2000 Linear Position Sensorsinto an oil industry mast raiser application for a land-based drilling platform. In this application, the CPI sensor replaces another company’s draw-wire sensor that could not survive in the application. In the mast-raiser system, double-acting telescopic cylinders are used which start out horizontally and move to a vertical orientation during operation. When considering a replacement sensor technology, our client initially considered rod type sensors but quickly eliminated this technology owing to a few important limitations.
The CPI SL2000 For Endurance and Flexibility Instead the CPI SL2000 was chosen for a number or reasons, offering a better overall solution that the previous sensor solution, or any existing rod type sensor.
CPI’s SL2000 Series represents an important breakthrough for long-stroke hydraulic cylinder position sensing. Leveraging years of magnetostrictive sensor development (the core sensing technology) while maintaining our patented hardened draw wire core, has substantially evolved the area of linear position sensor measurement for the worlds harshest, most extreme operating environments. Contact CPI today to discuss your need for harsh duty linear position sensors. Original content posted on https://www.cpi-nj.com/blog/Linear-Position-Sensor-Mast-Raiser-Hydraulics |
Author
Archives
February 2024
Categories
All
|
 RSS Feed
RSS Feed
